
新闻推荐
电话:86-0316-2552220
电话:86-0316-2552211
传真:86-0316-2552100
网站:www.xlpowder.com.cn
地址:河北省廊坊市开发区丁香道10号
EPX-2xxFRAS阻燃抗静电
产品描述
艾格玛新立公司EPX-2××FRAS系列管道涂敷用阻燃抗静电环氧粉末涂料是专门为阻燃抗静电管道涂敷而设计的,它是一种固体的,多成分树脂体系,以单组分形式出现。EPX-2××FRAS系列管道涂敷用阻燃抗静电环氧粉末涂料中添加了高效的阻燃剂和抗静电材料,用该产品涂敷的管道具有卓越的阻燃性能和抗静电效果,特别适合用于消防管道、煤矿井下的排水、给水用管、正压风用管、喷浆用管、负压风及抽放瓦斯用管。
EPX-2××FRAS系列管道涂敷用阻燃抗静电环氧粉末涂料的配方是十分重要的,改性环氧树脂、固化剂、促进剂、阻燃剂、抗静电材料等种类不同,反应活性及特性也有很大区别,我公司有专门的部门负责环氧粉末涂料的开发和试验,该部门的成员都具有多年的涂料、表面处理及防腐方面的经验,具有很强的研发能力。
所有EPX-2××FRAS系列管道涂敷用阻燃抗静电环氧粉末涂料都是由专业的熔融共混工艺生产的,该工艺所使用的设备都是专门为生产熔结环氧粉末涂料而制造的,所有这些都为能提供优质的产品创造了条件。首先,将各种原料精确计量,在具有极好的混合效果的混合机里进行混合,然后,把这些混合的物料用熔融挤出机进行充分的熔融混合搅拌,这种专门的挤出机能够提供最好的混炼效果,同时可以避免胶化现象的发生,挤出的料片经过研磨机粉碎成合格的产品,这种专门的磨粉机能够提供一个极好的粒度分布和颗粒形状,同时,通过激光粒度分布仪对产品进行监控,为客户提供满意的产品。
产品特性
◆无需底漆,极佳的附着力;
◆极佳的阻燃性;
◆良好的抗静电性能;
◆极强的防化学腐蚀性能;
◆涂层致密,孔隙率极低,不易形成漏点;
◆输送介质的温度范围宽;
◆重量轻,节省运输成本;
◆在苛刻的环境下,具有很长的使用寿命;
◆满足CJ/T 120-2008《给水涂塑复合钢管》;
◆满足美国AWWA C213《Fusion-Bonded Epoxy Coating For The Interior and Exterior of Steel Water Pipelines》;
◆MT 181-1988 中华人民共和国煤炭工业部部标准《煤矿井下用塑料管安全性能检验规范》;
◆MT 113-1995中华人民共和国煤炭工业部部标准《煤矿井下用聚合物制品阻燃抗静电性通用实验方法和判定规则》;
◆MT 558.1-2005中华人民共和国煤炭工业部部标准《煤矿井下用 塑料 管材第1部分:聚乙烯管材》
技术术语
阻燃性(fire-resistant properties)
指环氧粉末涂层具有通过下述试验的能力:
1、 经酒精喷灯燃烧试验,试件应完全不可燃的或是能自行熄灭的;
2、 经酒精灯燃烧试验,试件应完全不可燃的或是能自行熄灭的;
火焰扩展长度(the length flame spread)
环氧粉末涂层的有焰燃烧和无焰燃烧熄灭后,涂层被碳化部分的长度。
表面电阻(surface resistance)
在环氧粉末涂层上放置两个电极,施于两个电极上的直流电压与沿两电极间涂层表面流过的电流之比成为表面电阻。
表面电阻率(surface resistivity)
电流经过单位表面间距的表面电阻值就是表面电阻率。
静电(static)
即相对静止不动的电荷,通常指因不同物体之间相互摩擦而产生的在物体表面所带的正负电荷。
静电放电(static discharge)
指具有不同静电电位的物体由于直接接触或静电感应所引起的物体之间静电电荷的转移通常指在静电场的能量达到一定程度之后,击穿其间介质而进行放电的现象。
静电的产生(the emergence of static)
1 微观原因:
根据原子物理理论,电中性时物质处于电平衡状态。由于不同物质原子的接触产生电子的得失,使物质失去电平衡,产生静电现象。
2 宏观原因:
物体间摩擦生热,激发电子转移;
物体间的接触和分离产生电子转移;
电磁感应造成物体表面电荷的不平衡分布;
摩擦和电磁感应的综合效应。
抗静电(antistatic)
当环氧粉末涂层表面阻值:大于10次方时极易产生静电;在8-10次方之间具有一定防静电性能;在6-8次方之间有很好的防静电性能;在4-6次方之间具有最佳的防静电性能;当达到4次方以下具有了相当的导电性能,属于导体、半导体材料。
排 水 、给水用管:其管外壁表面电阻值不得大于1X109Ω,
正压风用管:其管外壁表面电阻值不得大于1X 108Ω
喷 浆 用管:其管内、外壁表面电阻值不得大于1X 108Ω
负压风及抽放瓦斯用管:管内、外管表面电阻值不得大于1X 106Ω
环氧粉末涂料性能
|
项 目 |
试验方法 |
技术指标 |
|
颜色 |
|
黑色等 |
|
密度 g/cm3 |
GB/T 4472-1984 |
1.30~1.50 |
|
不挥发份含量 % |
GB/T 6554-2003 |
≥99.5 |
|
水平流动性 mm |
GB/T 6554-2003 |
22-28 |
|
储存期(在产品原包装中) ≤35℃ |
|
12个月 |
|
粒度分布 |
激光粒度分布仪 GB/T 6554-2003 |
D(4,3) 40~50μm 150μm筛余物≤3.0 250μm筛余物≤0.2 |
|
胶化时间(200℃) |
GB/T 6554-2003 |
20~120 s |
|
固化时间 min 180℃ 200℃ |
|
5~10 3~8 |
环氧粉末涂层的性能指标
|
项 目 |
试验方法 |
性能指标 |
|
外观 |
目测 |
平整,色泽均匀,无气泡,无裂缝及缩孔,允许有轻度桔皮状花纹 |
|
盐雾试验(1000h) |
GB/T 1771-1991 |
涂层无变化 |
|
弯曲试验φ2mm |
GB/T 6742 |
通过 |
|
抗冲击强度 kg.cm |
GB/T 1732 |
≥50 |
|
附着力 (撬剥法)(级) |
CJ/T 120-2008 |
1~2 |
|
表面电阻(Ω) |
MT 181-1988 |
≤1×106 |
|
阻燃性 |
MT 181-1988 |
每组6条试件的火焰燃烧时间的算术平均值不得大于3s,其中任何一条试件的火焰续燃时间不得大于10 s |
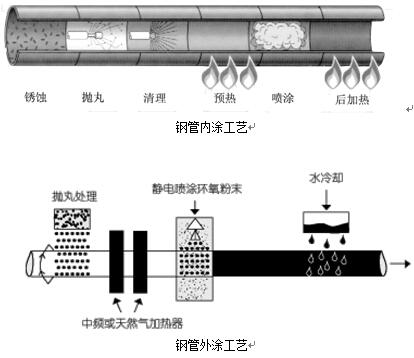
施工要求
1. 在涂敷之前,必须采用适当的方法清除钢管内、外表面的油、油脂和污垢等附着物。进入钢管的表面处理设备和部件必须无灰尘、油脂或其它污染钢管表面的物质。
2. 喷(抛)射除锈前,应预热钢管,驱除潮气,预热温度为40~60℃。
3. 钢管内、外表面喷(抛)射除锈应达到GB/T 8923-1988《涂装前钢材表面锈蚀等级和除锈等级》中规定的Sa 2 1/2级,钢管表面的锚纹深度应在30~100μm范围内。
4. 喷(抛)射除锈后,钢管内、外表面应用清洁、干燥、无油的压缩空气吹扫,以除去残留的灰尘等污染物,钢管表面预处理后8h内应进行喷涂,当出现返锈或表面污染时,必须重新进行表面处理。
5. 环氧粉末喷涂所使用的压缩空气必须是清洁、干燥、无油的。
6. 可冷喷,也可将钢管的预热后喷涂,温度控制在100~120℃之间,但温度不宜太高。
7. 钢管的保温和冷却应符合环氧粉末固化温度和固化时间的要求,可适当提高温度和延长时间,但不得降低温度或缩短时间。
8. 采用静电喷涂或文丘里喷涂到管道上,并达到要求的厚度。并按照规定的固化温度和固化时间进行固化。
9. 在涂敷前,应采用在钢管两端加隔离环或其它方法留出管端预留段,钢管两端预留段的长度应根据设计要求选定,一般为50~80mm,预留段不得有涂层。
包装、储存及运输
本产品非易燃易爆品,采用纸箱包装,净重25kg,纸箱内衬双层聚乙烯塑料袋,在运输中应避免阳光直射,在夏季温度过高时,应采取适当降温措施,产品应储存在阴凉、通风、干燥的场所,环境温度低于35℃,储存稳定期12个月,产品在储存期满后,须重新进行检验,如果各项性能符合规定要求,产品可以继续使用。

